FLASHFORGE ADVENTURER3メモ
Suns & Moon Laboratory
サイト内関連リンク
3Dプリンタメモ
da Vinci nano使ってみた
Adventurer3 糸引き対策
Adventure3 白フィラメントで出力
Adventurer3造形設定追い込み(White)
Adventurer3造形設定追い込み2(Whiteずれ)
Adventurer3造形設定追い込み3(Natural)
Adventurer3油壺★現在非推奨
キーキャップ作ってみた
Adventurer3でFDMテストしてみた
Adventurer3水平方向ずれ対策
Adventurer3ビルドシート交換
導入検討
DavinciNano良いのだけど、造形サイズ小さい&精度いまいちなので、もう一台欲しくなった。
→da Vinci nano使ってみた
当初は造形サイズ大き目なのをさがしたのだけれど、そこそこ高いのでやめた。
(でかい造形は失敗も多いみたいな話もちらほら見たのも)
でかいのやめた理由
・高い
・どうも大きいと精度も下がるっぽい(低価格のは。20万以上だせばよさそうだけど)
・いまひとつ使っている人が少なそうで不安
色々なやんでこれにした
FLASHFORGE ADVENTURER3
造形サイズ150mm x 150mm x 150mm
買った理由
・使っている人が多い(自分の観測した範囲)
・もっと大きいの欲しかったが、精度がちょっと不安(不明)だった
・FRISK_Pの写真見てると結構良さそう
・造形サイズDavinciNanoとそんなにかわらんけど、一応一回りは大きい
・フィラメント自動ロード(DavinciNanoは結構面倒)
・フィラメントの継ぎ足し出来る
・やわらかヒートベッドが今風
・新しいし、出たばっかりでもない
・プリントサービスでじゃんじゃん出すこと思ったら、安いし早い
セットアップ
2019-02-xx
開梱
↓
設置
↓
テープはがす
フィルムはがす
↓
内部から緩衝材取り出す
↓
※HPの取説にある「開梱する際の注意事項」が無かった
↓
電源オン
↓
フィラメント差し込み
同梱品は赤フィラメント
↓
表示が英語なので、画面と取説見比べながら(取説は日本語)フィラメントロード
結構単語が違うので要注意
★スタートガイドは画面が日本語だった
↓
フィラメントがヘッドから出てきたらOK押して終了
↓
★FlashPrintをダウンロードしようとしたら、どこにあるかわからなかった。
ググって英語サイトからダウンロード
http://www.flashforge.com/support-center/flashprint-support/
↓
FlashPrintインストール
デバイスドライバもインストールされる
↓
FlashPrint起動
↓
ロードでファイル読み込み
↓
スライスでプリント用ファイル生成
↓
今回はUSBメモリ使用
↓
USBメモリにファイルを書き込み
↓
Adventurer3にUSBメモリ差し込み
↓
マニュアルにそって印刷
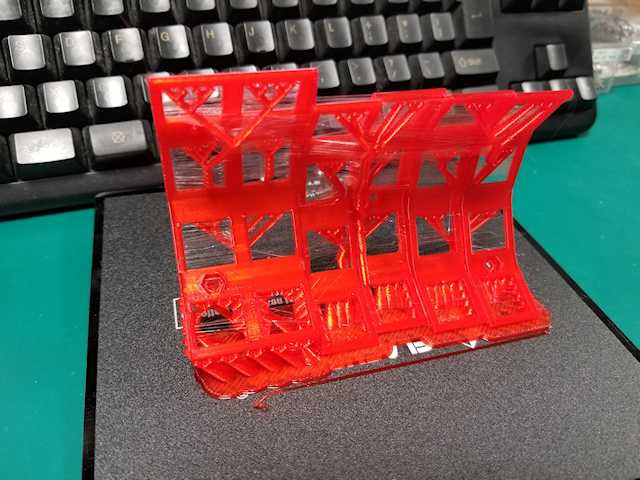
初回はまりとか疑問
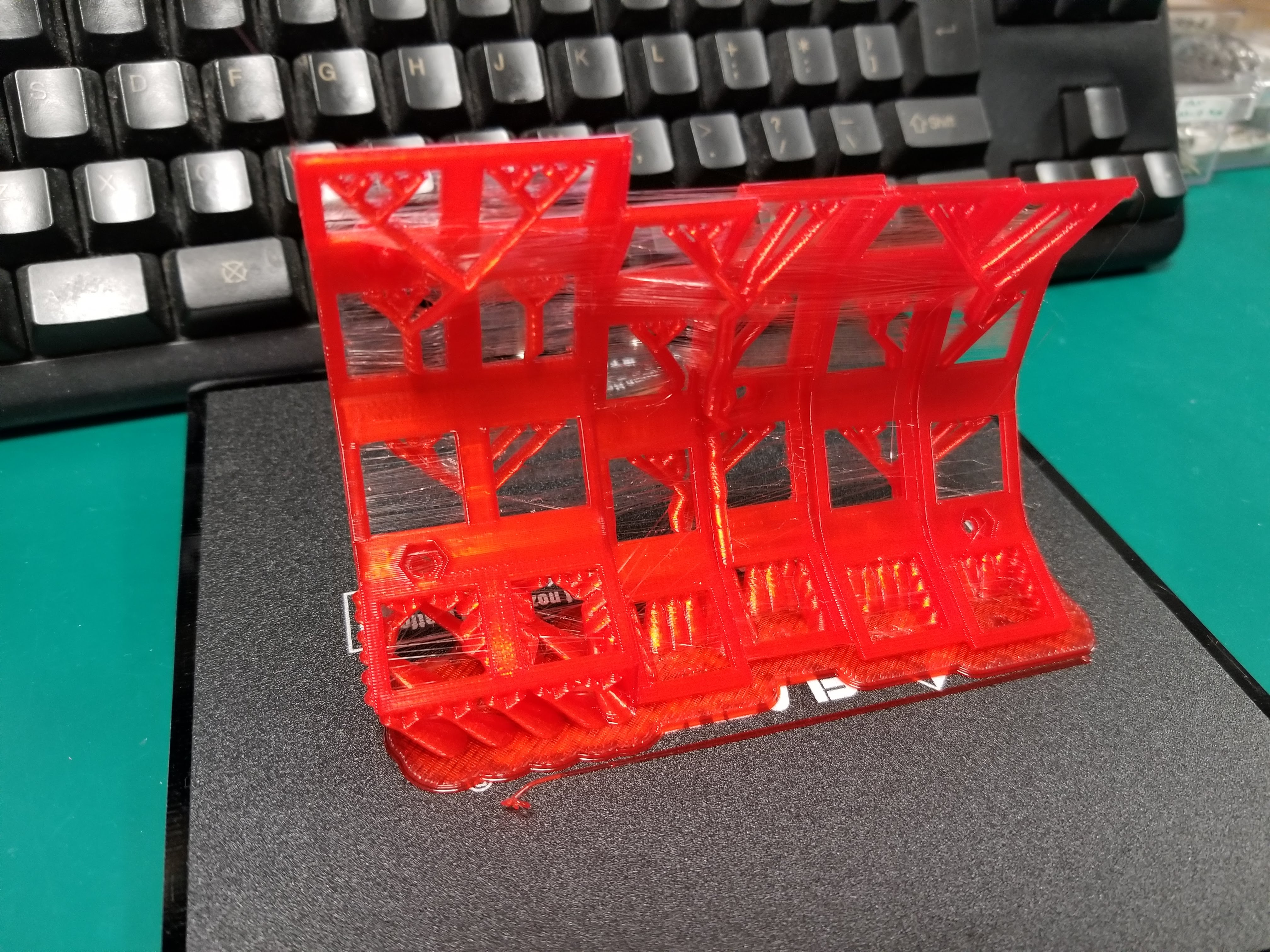
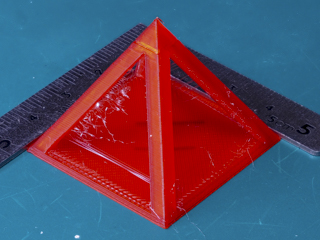
初回プリント
同梱のフィラメントでプリント。
5時間くらい。
高速なら半分くらいの時間になるみたいなので、そのうち高速も試そう。
・糸引き多い
・サポートが結構硬くてとるの大変
・変なところのサポート撮り辛い(六角穴の中)
・スイッチがさくさくはまる精度。素晴らしい!
柔らかいヒートベッド最高
FlashPrint
ダウンロード
http://www.flashforge.com/support-center/flashprint-support/
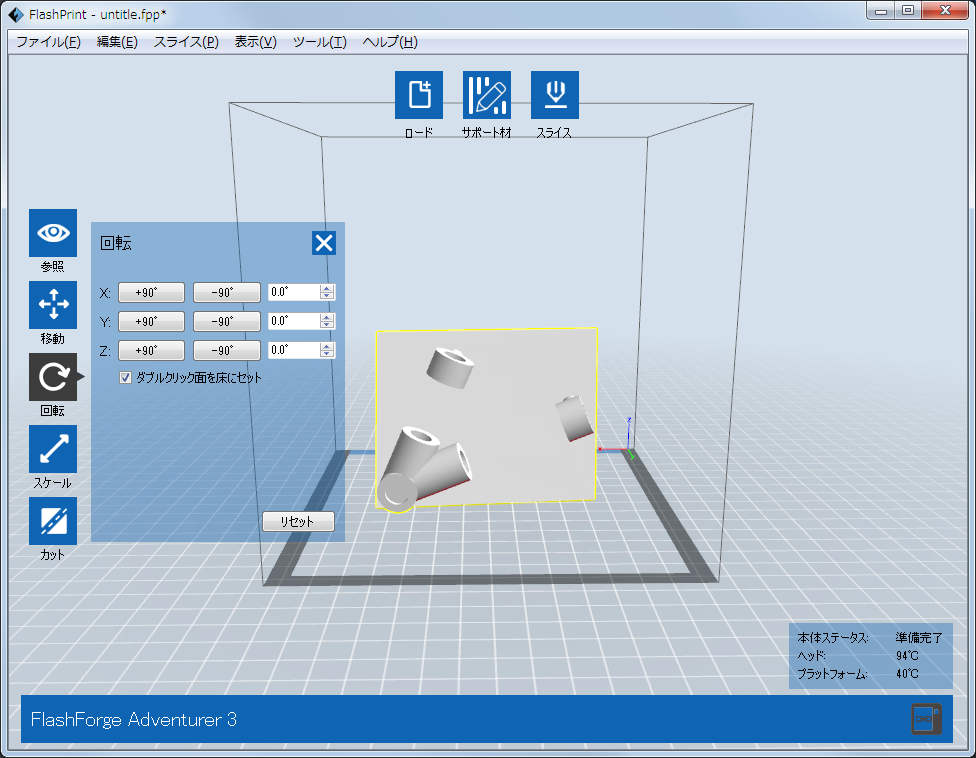
回転
回転→ダブルクリック面を床にセットをチェックして、モデルの面をダブルクリックすると、その面が床に密着する様に回転する。
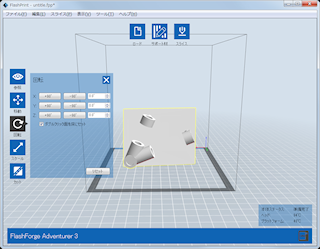
位置合わせ
編集→自動セットで、指定した高さに調整
騒音対策
防振ゴム+クッションマットをひいたら改善された...様な気がする。
糸引き対策
Adventurer3 糸引き対策
カンカン,コンコン,コトコト音対策
こちらが良くまとまっている。
3DプリンタFLASHFORGE ADVENTURER3の異音(コトコト音)の止め方
2021-05-06 現状の対策
新ノズル
PolyLitePLA Glay(Max230℃)
Extruder 220℃
現状これ。温度を上げました。
参考にしたサイトだと、ExtrutionRatio減らしていますが、減らすと隙間が出来るので温度上げるのみにしました。
低いレイヤーはカンカン、たまにカンて言うけど、品質とのバランス考えればこれかなと。
オイラーで治るという事は、多分流動性の問題。流動性を上げるなら温度上げるという考え方。
★非推奨
★★★★ 2019-06-20 新ノズルになって油壷は使わなくてもよくなりました ★★★★
★★★★ Flashforge公式として、故障の原因になるので使わないようにとの事です ★★★★
(Oiler,油壷)
なんか造形中にカンカン異音がするのでその対策。
Oiler、油壷と言われるオイル添加で異音無くなりました。
Adventurer3造形設定追い込み(White)
Adventurer3油壺★現在非推奨

★★★★ 2019-06-20 新ノズルになって油壷は使わなくてもよくなりました ★★★★
★★★★ Flashforge公式として、故障の原因になるので使わないようにとの事です ★★★★
水平方向ずれ対策
Adventurer3水平方向ずれ対策 ビルドシートのずれを楔で押さえた
Adventurer3造形設定追い込み2(Whiteずれ) X軸方向の造形ずれ対策、造形速度落とした
底面の造形あれ対策
なんかプラットフォームに接する面の印刷がいまいちなので、プラットフォーム温度を100℃にしています。
PLAで100℃なので、プラットフォーム温度下がるまでは造形物ぐにゃぐにゃですが、底面の印刷は改善します。
(PLAを間違ってABS設定で印刷したらうまくいったので、それ以降この設定)
↓
2020-04-23
その後いろいろ試したのですが、ケースバイケースで、うまくいくのもあるという感じなので、あまりお勧めしないです。
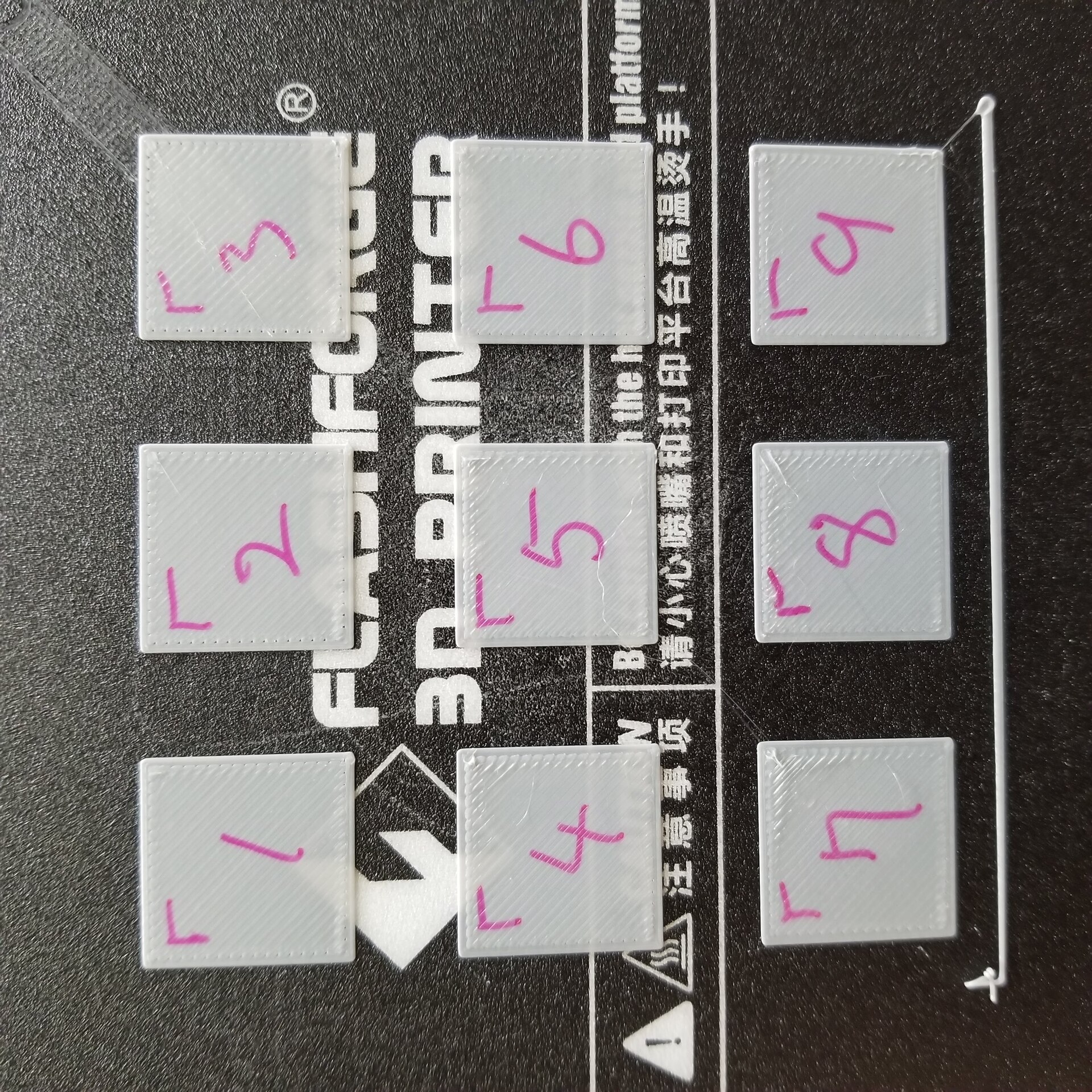
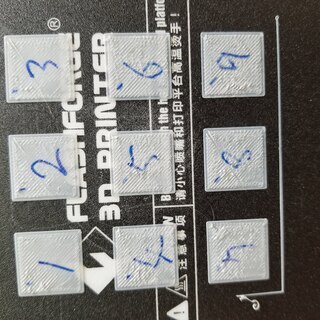
キャリブレーションと水平だし
いつのまにやらAdventurer3にも9点キャリブレーションが追加されました。
まずキャリブレーション。
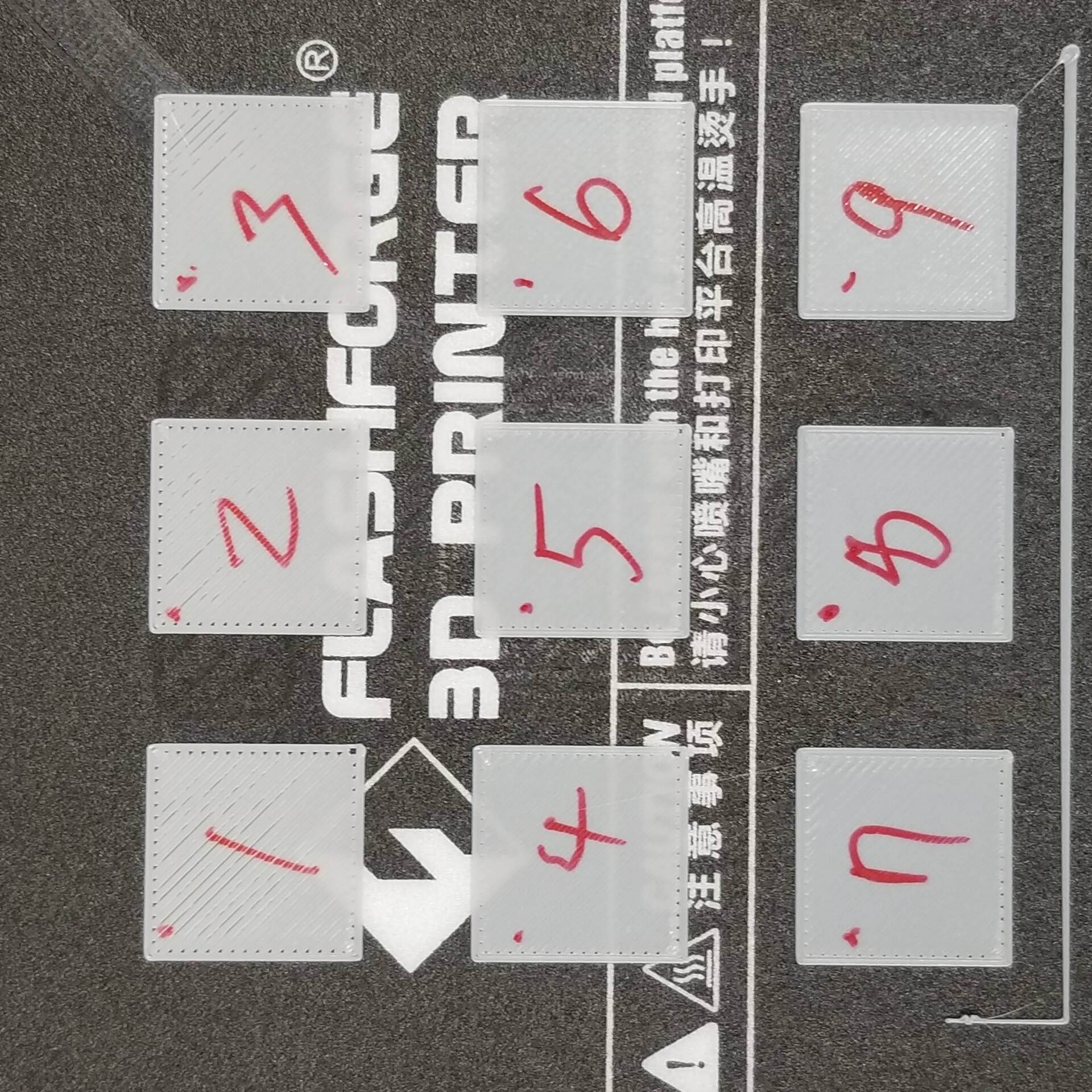
20mm x 20mm x 0.2mmの板を10mm間隔で配置してプリント
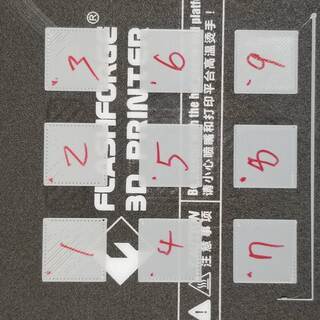
板厚をノギスで測定
| 0.34 | 0.32 | 0.32 |
| 0.29 | 0.29 | 0.29 |
| 0.29 | 0.28 | 0.31 |
★★★最初やってみたけど、その後テープでの水平出しはやめました★★★
全体的に上が隙間広い感じ。
Adventurer3は水平の調整機構がないので、ビルドプレートの端っこにカプトンテープを貼って、下側を広くする方向に調整してみます。
写真わかりづらいですが、左右のつるつるした部分の下半分くらいに貼ってあります。


▼
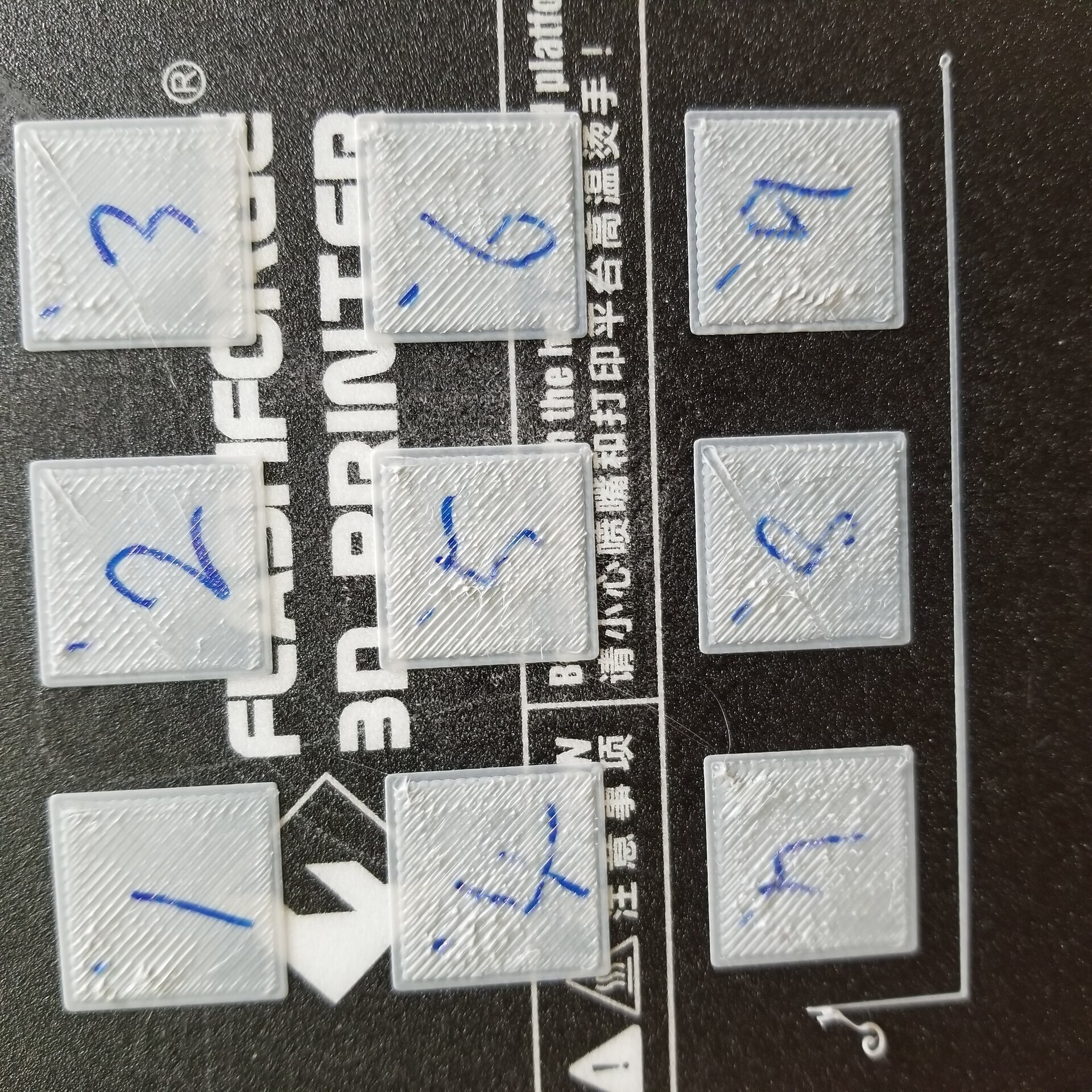
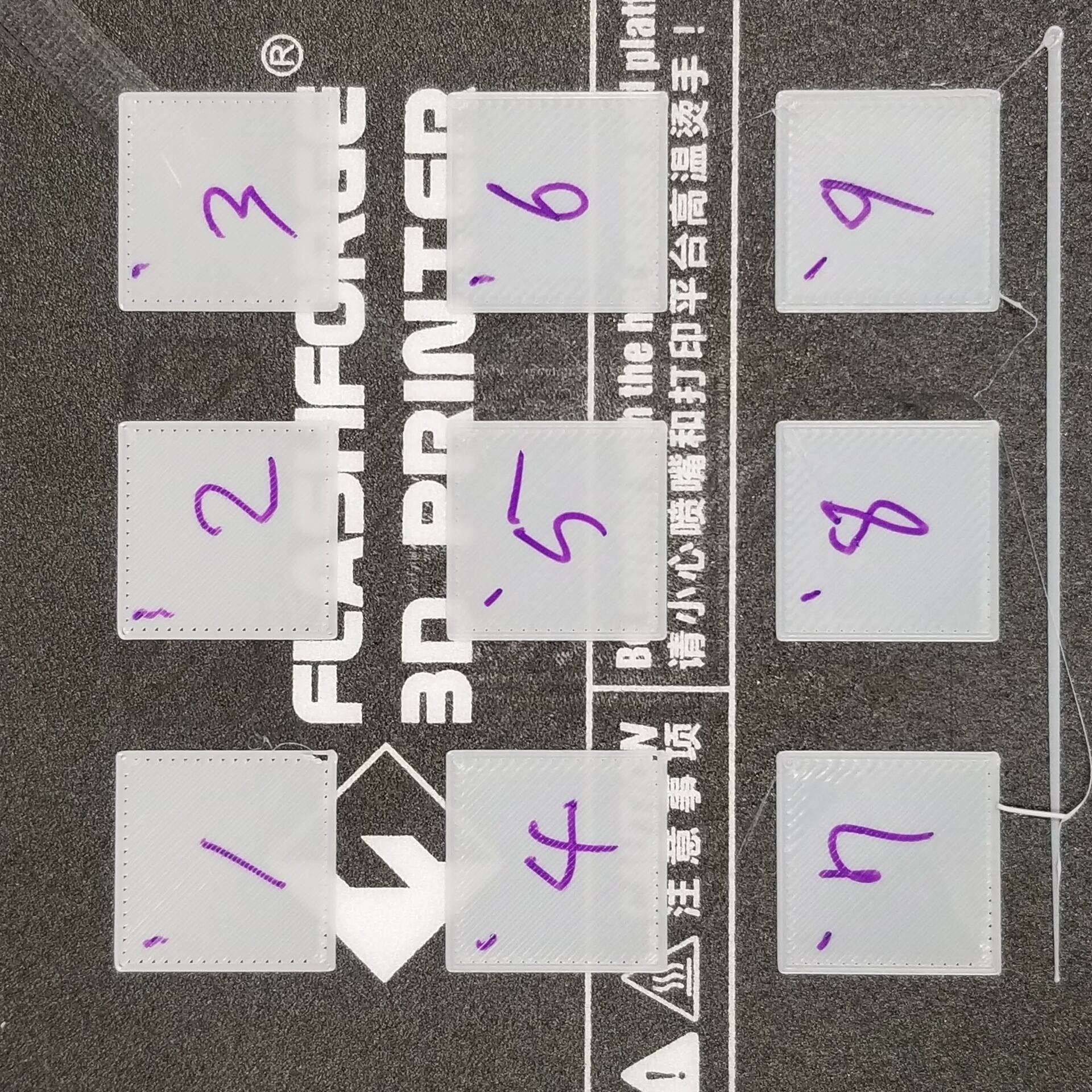
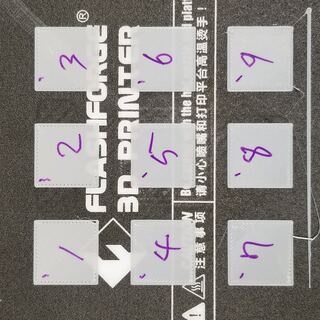
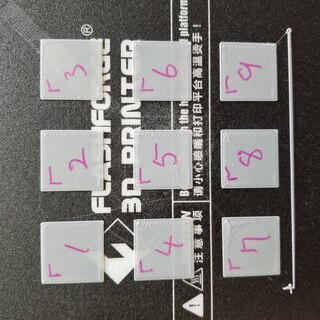
もう一度プリントして確認
左上が大分改善されました。ちなみにテープ貼ってからキャリブレーションはしてません。
手前を下げようとしたら奥が上がったというまぁよくわかりませんが、期待通りの結果(o゜▽゜)
板厚をノギスで測定
| 0.30 | 0.31 | 0.31 |
| 0.29 | 0.29 | 0.29 |
| 0.29 | 0.28 | 0.31 |
▼
実際に出力すると、まだ後ろの方が浮いている感じなので、さらにカプトンテープ追加
2重に貼って+0.3mm
そしてキャリブレーションもやりました。
ノズルを下ろしていって、ひっかかるところに調整
結果、狭すぎたのか表面があれてます。
板厚をノギスで測定、今度はテープが効いたのか手前が広くなっています。
| 0.38 | 0.34 | 0.34 |
| 0.38 | 0.42 | 0.4 |
| 0.39 | 0.44 | 0.43 |
▼
よくよく思い出してみると、Advancecd->Others->First Layer Extrution Ratioなんて設定値がありました。
あれを下げれば荒れているのが取れそうな気がします。
そこで設定値を109%→104%に変更。
キャリブレーション設定値
| -0.4 | -0.4 | -0.4 |
| -0.2 | -0.1 | -0.2 |
| -0.1 | 0 | -0.1 |
板厚、めっちゃそろった。
| 0.26 | 0.26 | 0.27 |
| 0.26 | 0.27 | 0.26 |
| 0.27 | 0.27 | 0.27 |
▼
実際に使うともうちょい。小穴がダメだな。
という事で設定値変更(2,3を-0.1下げ)
キャリブレーション設定値
| -0.4 | -0.5 | -0.45 |
| -0.2 | -0.1 | -0.2 |
| -0.1 | 0 | -0.1 |
★★★最初やってみたけど、その後テープでの水平出しはやめました★★★
おまけ
キャリブレーション用紙
これを二つ折りにして使用
キーキャップ
キーキャップ作ってみた
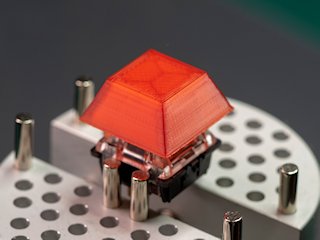
白いフィラメントでプリント
本体同梱のフィラメントが切れそうだったので、白フィラメントを注文
どうも今までの赤フィラメントより造形結果がよろしくない
Adventure3 白フィラメントで出力

造形設定追い込み
Adventurer3 糸引き対策 Retractionで調整
Adventure3 白フィラメントで出力 赤→白フィラメントに変えたら造形結果がよろしくなかった対策
Adventurer3造形設定追い込み(White) シリコンオイル採用
Adventurer3油壺★現在非推奨 シリコンオイルを常時供給するための小道具
Adventurer3造形設定追い込み3(Natural) 白フィラメント諦めてナチュラルに変更
Adventurer3でFDMテストしてみた ナチュラルでFDMTest
Adventurer3水平方向ずれ対策
Adventurer3造形設定追い込み2020Q1
Adventurer3 ラフト面を綺麗にする設定
ビルドシート交換1
なんかやぶれてしまったので交換。ヘラかカッターで削ってしまったと思う...
これ参考
https://flashforge.shop-pro.jp/?pid=149082951
- 100℃に温める
- ビルドプレート取り外す。熱いので注意
- ビルドシート剥がす。はじっこは簡単にはがれる。後は力任せ
- 冷えるのを待つ
- IPA(アルコール)をだばだばかける
- 接着剤がでろでろしてくるので、プラスチックのヘラでかきあつめる
- アルコールでの洗浄を何度か繰り返す。アルコールだばだばかけるのが肝心。がんばってこすらなくてもよい。
- アルコールと糊を綺麗にふき取る
- ビルドシートの位置合わせをする。一旦プリンタにとりつけて、どこらへんにはるか目印をつける
- 新しいビルドシートを貼る(貼り直し直し不可なので、目印を起点に慎重に。1辺のみマスキングテープで固定すると楽)
- キャリブレーション
ビルドシート交換2
2024-09-14
中心が裂けたので再び交換。
今度は糊残さず剥がしたので、後処理が楽だった
Adventurer3ビルドシート交換
グリスアップ
2024-09-15
【Adventurer3】グリスアップは必要?
Adventurer3 グリスアップ手順
造形メモ
とりあえず形みたい時のモデリング
Standardの方が早い、サポートなしでも天井面結構いける
板厚0.8mm(とりあえず形見たいとかだといける)
板厚1mm(気を抜くと積層方向で裂ける)
板厚2mmにするとInfill出来てかっこよい
板厚3mmにすると結構頑丈
穴は+0.4mmくらいにしておくと、大体入る(ゆるめ)
インサートナットM3
下穴Φ4.5
廣杉計器 黄銅 ビットインサート(スタンダード型、両面タイプ) / HSB-Z
HSB-304530Z
プラスチック用タッピングネジ
鉄 サンコータイト(+)Pタイプ ナベ頭(樹脂用ねじ) ネジNo1.com
M3
ネジ外形3mm
ネジ軸径2.2mm
下穴 丸穴2.4mm(2.3mmは出口すこし変形。2.2mmはネジまっすぐはいらなかった)
下穴 角穴2.2mm
CVHIRON 角穴2.4mm PolyLitePLA Natural きつい。ちょっとむりめ
CVHIRON 角穴2.6mm PolyLitePLA Natural よさげ
頭を埋めるには2.8mmくらい必要(下向きに空けてサポート有りの場合)
ネジ仕様の頭高さ(k)は2mm。

ナットM3
廣杉計器 ステンレス 六角ナット(2種) / UNT-00-2 2種は面取りが両面。1種は面取りが片面

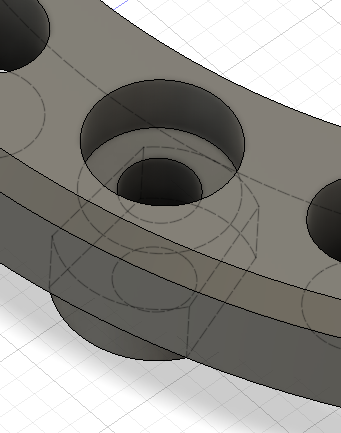
スプリングプローブ
喜多製作所
コンタクトプローブ1.37Ⅱシリーズ
写真はK2-1.37IIA-6M-3だけど、細いのでCかCRの方が良い。
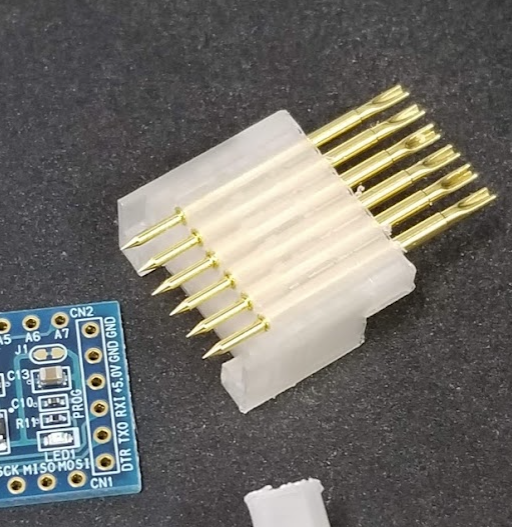
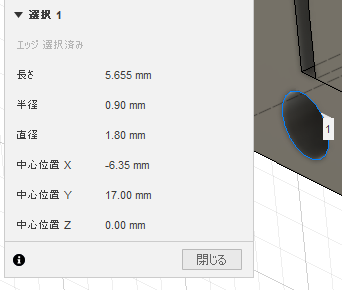
レセプタクル(プローブを入れる筒)の外径は、Φ1.8。
下穴としてΦ1.8mm、ドリル1.8mmで穴をさらうと丁度良い感じ。
篏合
色々な組み方あり。数値のある解説もあって良い。
3D Printing Joints
2025-12-04 11:53:02 32400